



 扫一扫
扫一扫


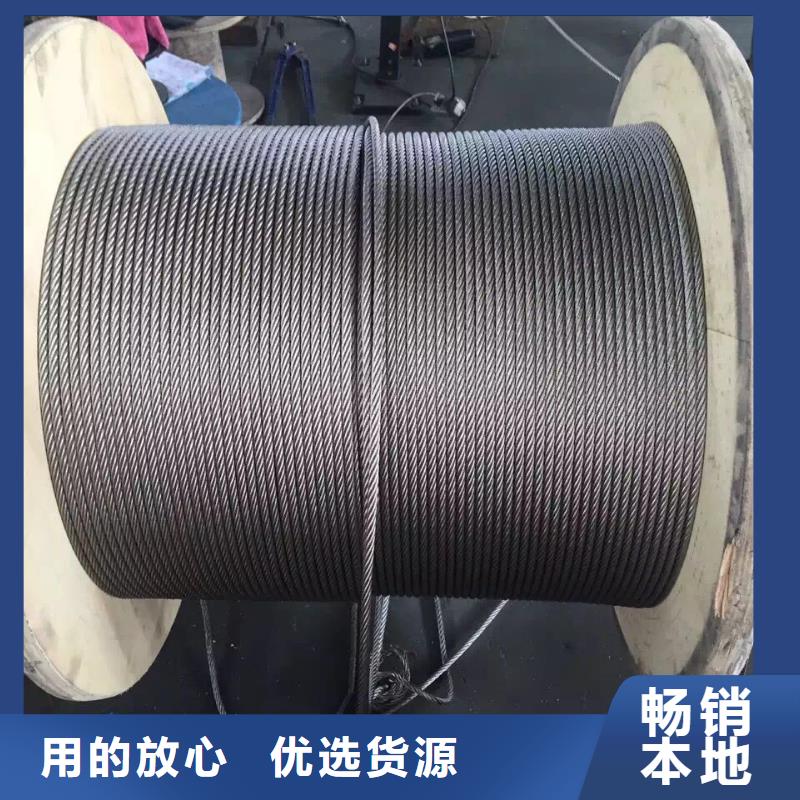
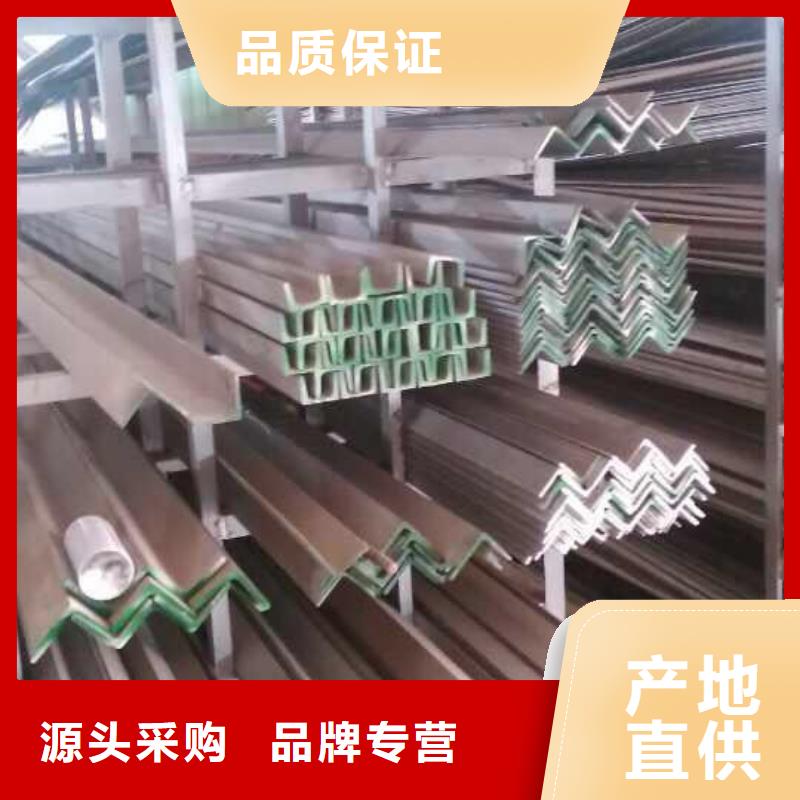
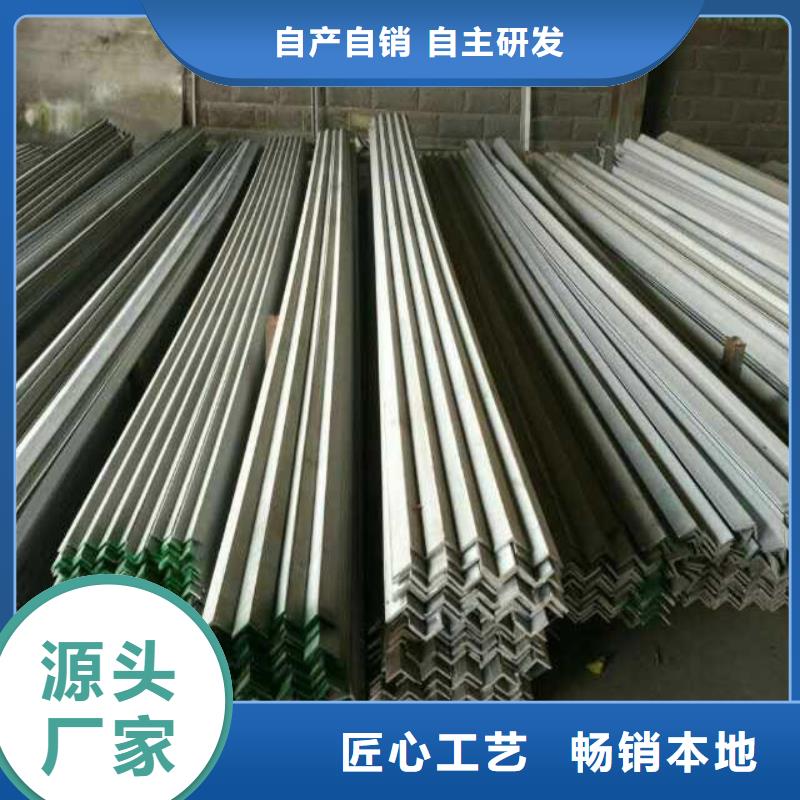
的 不锈钢角钢生产制造能力,让您省心
①现代化高科技生产,配有先进生产 不锈钢角钢设备及检测仪器
②公司合作有多处生产基地供货以确保订单完成率
③ISO9001国际化生产流程管理,致力于成为国内 不锈钢角钢设计、研发、制造、生产基地







设定开锻温度多1050°C,终锻温度多850°C:锻造需要保证在奥氏体状态下 进行,确定终锻温度既要保证钢在终锻前具有足够的塑性,又要使锻件能够获得良好的组 织性能。因此的终锻温度应高于再结晶温度,而开锻温度要求在没有产生晶间结合力弱化 的如提下尽可能尚。为保证 锻造效果,径锻前四道次采用小延伸率 1. 10~1.25%,径锻前期小变形量的控制可实现破碎钢锭铸态组织的目的,在径锻过程中 材料表面开裂,径锻后五道次采用延伸率为1. 31~1. 38%的大变形量锻造,以确保中 心锻透,使圆钢晶粒度满足标准要求,第十道次表面延伸率1. 〇〇~1. 05%,表面精整,保证 圆钢表面质量。




技术支持:s797.com